
")
Статьи и информационные материалы по системам менеджмента
Задача снижения вариабельности процессов и методы ее решения
«Методы менеджмента качества», 2012, № 03
Загрузить (размер: 578.1 Кб, скачиваний: 2615)
В требованиях стандарта ISO/TS 16949 [1] одним из критериев улучшения процессов является снижение вариабельности процессов. Оно сформулировано в п. 8.5.1.2 «Улучшение процесса изготовления»: Улучшение процесса изготовления должно быть постоянно сфокусировано на управление и снижение вариаций в характеристиках продукции и параметрах процесса изготовления.
Кроме того, для специальных характеристик требуется обеспечить значение индекса воспроизводимости Ср в диапазоне 1,33–1,67. Для того чтобы обеспечить этот диапазон значений при исходной величине индекса менее чем Ср = 1,33, также (как правило) требуется снизить вариабельность процесса. Оговорка «как правило» подразумевает, что увеличение индекса Ср можно достичь расширением допуска на специальную характеристику. Однако на практике такая возможность может быть реализована достаточно редко.
Данная статья посвящена методам снижения вариабельности (изменчивости, разброса) производственных процессов.
Рассмотрим ситуации, когда возможно решение сформулированной задачи.
Снижение разброса при наличии систематической составляющей в изменчивости данных
Пусть данные измерений характеристики изделия подвержены разбросу, который связан как со случайными, так и с систематическими воздействиями.
К примерам случайных воздействий относятся неточности оборудования (зазоры, биение), погрешность измерительных приборов, неоднородность обрабатываемого материла и т. д.
Примерами систематических воздействий могут быть разные смены, дни недели, квалификация операторов, номера установок, станков, сезонность, износ инструмента и т. д.
Рассмотрим, в каком виде надо собрать информацию для того, чтобы оценить вклад систематических воздействий в изменчивость данных.
В [2] приведены данные по удельной проводимости телевизионных трубок для четырех различных типов покрытий (табл. 1):
Как видно, разброс данных приведен для каждого покрытия. Вопрос состоит в том, есть ли разница во влиянии различных типов покрытия на удельную проводимость телевизионных трубок? Если, например, этой разницы нет, то можно выбрать более дешевое покрытие и т. д. Под номерами I–IV можно подразумевать дни недели, номера смен, установок, поставщиков и т. д.
Воспользуемся известным уравнением дисперсионного анализа для этого примера [3]:

где Yij— текущие данные удельной проводимости (i = 1, 2, … 5; j = 1, 2, ... 4);
![]() — средние значения удельной проводимости по всем приведенным данным и для каждого типа покрытия соответственно (j = 1, 2, … 4).
— средние значения удельной проводимости по всем приведенным данным и для каждого типа покрытия соответственно (j = 1, 2, … 4).
![]() (j = 1, 2, … 4), то это означает, что разницы между покрытиями нет, т. е. второй член суммы в правой части уравнения (1) равен нулю.
(j = 1, 2, … 4), то это означает, что разницы между покрытиями нет, т. е. второй член суммы в правой части уравнения (1) равен нулю.
В реальности это равенство в точности не будет иметь место, так как здесь рассматриваются выборочные данные. Речь идет о том, значимо ли статистически отличие второго члена суммы от нуля? Для этого существует специальная проверка данной гипотезы с помощью критерия Фишера [2]. В данном случае расчеты показали, что есть статистические значимые различия во влиянии типов покрытия на удельную проводимость телевизионных трубок.
Рассмотрим применение этого уравнения к решению задачи снижения разброса в процессе токарной обработки внутреннего кольца подшипника. Обработка проводится на шестишпиндельном станке и необходимо получить ширину бортика подшипника в заданном допуске.
Первоначальная оценка индекса воспроизводимости показала его значение Ср = 1,16. Исходя из технологических соображений, изменили схему закрепления инструмента, что позволило получить Ср = 1,42.
Уравнение дисперсионного анализа выглядит так:

где Yij— текущие замеры ширины бортика (i = 1, 2, … 5; j = 1, 2, ... 6);
![]() — средние значения ширины бортика по всем приведенным данным и для каждого шпинделя соответственно (j = 1, 2, ... 6).
— средние значения ширины бортика по всем приведенным данным и для каждого шпинделя соответственно (j = 1, 2, ... 6).
Таблица 1
Удельная проводимость телевизионных трубок для четырех типов покрытий
Типы покрытия | |||
I | II | III | IV |
56 | 64 | 45 | 42 |
55 | 61 | 46 | 39 |
62 | 50 | 45 | 45 |
59 | 55 | 39 | 43 |
60 | 56 | 43 | 41 |
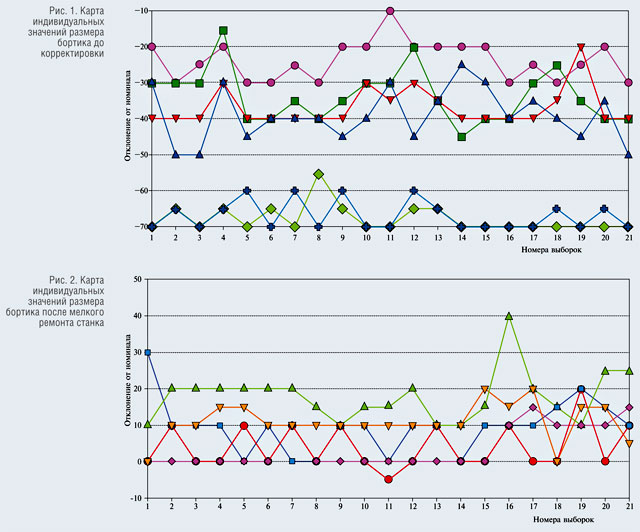
Из рис. 1, на котором представлена карта индивидуальных значений замеров бортика для каждого патрона, видно, что есть систематическая ошибка, т. е. второй член выражения (2) значимо отличается от нуля. Это качественный анализ ситуации. Для точного вывода нужна проверка с помощью критерия Фишера, о которой упоминалось выше.
Видно, что разброс размера для четырех патронов находится в другом диапазоне значений по отношению к диапазону разброса двух патронов. Работа службы механика по мелкому ремонту данного станка позволила свести разброс данных по всем шести патронам к одному диапазону (рис. 2)1.
Расчет индекса воспроизводимости процесса после данного мероприятия показал значение Ср = 3,41. Таким образом, вариабельность процесса уменьшена примерно в 2,5 раза без больших материальных вложений.
Следует обратить внимание, что расчет индекса Ср для данных, представленных на рис. 1 по шести патронам, некорректен, потому что имеется систематическая ошибка. В этом случае информативным показателем является индекс пригодности Рр. Таким образом, если второй член правой части уравнения (1) или (2) значимо отличается от нуля, то нужно рассчитывать индекс Рр.
Рассмотрим пример такого расчета. В табл. 2 приведены данные по показателю текучести расплава (ПТР) полиэтиленовой пленки. Пять столбцов соответствуют различным моментам времени взятия проб. Допуск на этот показатель равен 2±15%. Расчет индекса пригодности Рр показывает, что он меньше Ср примерно в два раза. Другими словами, индекс Ср в данном случае не информативен и надо пользоваться индексом пригодности, который показывает нестабильность процесса (наличие систематической составляющей). Это можно распознать и по самим данным: среднее значение для третьего столбца явно отличается от средних значений по другим столбцам.
Таблица 2
Показатель текучести расплава полиэтиленовой пленки
Показатель текучести | Номера проб | ||||
I | II | III | IV | V | |
2,3 | 2,1 | 1,7 | 2,2 | 2,2 | |
2,3 | 2,0 | 1,8 | 2,1 | 2,3 | |
2,1 | 2,0 | 1,8 | 2,0 | 2,1 | |
2,1 | 2,1 | 1,9 | 2,1 | 2,3 | |
2,0 | 2,1 | 2,0 | 2,2 | 2,4 | |
Снижение разброса при случайных входных воздействиях
Представим связь выходной характеристики процесса с входными воздействиями в виде модели:
Y = f(Х),
где Y — результат процесса (измеряемая характеристика: размер, твердость, прочность, текучесть, упругость и т. д.);
Х — входные воздействия (в технологическом процессе: подача инструмента, давление, скорость вращения при обработке, температура, влажность и т. д.).
Часть из этих воздействий может быть подвержена разбросу в определенном диапазоне, остальные же с определенной погрешностью можно считать точно устанавливаемыми (управляемыми). Разброс выходной характеристики процесса связан с разбросом первой группы воздействий (помехами).
Выпишем известную приближенную формулу [4], связывающую разброс Y с разбросом Х:

где σy2, — дисперсии выходной характеристики и входных воздействий соответственно;
[∂f/∂хi] — частные производные в точках хi = Мхi, i =1, 2, … k (k — число входных воздействий);
Мхi— математические ожидания (на практике средние значения) помех.
Из (3) видно, что можно уменьшать разброс (дисперсию σy2 ) за счет снижения разброса входных воздействий либо уменьшения частных производных за счет выбора подходящего режима.
Рассмотрим оба подхода снижения разброса на примерах.
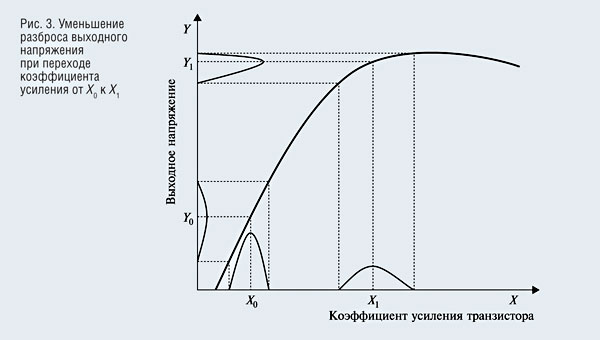
Выбор режима для снижения разброса выходной характеристики. Приведем пример процесса, в котором модель Y = f(Х) известна [4]. Это процесс ионного легирования. В [4] приведен при- мер оценки влияния на разброс порогового напряжения МДП-транзистора2 разброса толщины окисла и разброса удельной плотности поверхностных состояний. Известна модель или функция, связывающая эти параметры.
Результатом такого анализа явился выбор энергии легирования 80•10–16 кДж для внедрения примеси бора в каналы МДП-транзисторов, обеспечивающей минимальный разброс порогового напряжения. Графическая иллюстрация такого подхода приведена на рис. 3 из [5].
Здесь зависимость выходного напряжения от коэффициента усиления транзистора известна. Как видно, можно выбрать такое среднее значение коэффициента усиления транзистора, при котором разброс выходного напряжения будет минимальным. Отметим, что случаи, когда известна модель процесса, достаточно редки.
Снижение разброса выходной характеристики за счет снижения разброса входных воздействий. Данный подход рассмотрим на примере процесса подготовки резиновой смеси3
При подготовке резиновой смеси оценивается большое число параметров, влияющих на ее качество. Была проведена оценка индекса воспроизводимости одного из важных параметров резиновой смеси. Значение индекса оказалось равно Ср = 0,8. Анализ показал, что столь низкое значение индекса связано с большим разбросом высоты столба технического углерода при формировании рецептуры смеси. Для снижения этого разброса была привлечена служба контрольно-измерительных приборов и автоматики. Результатом явилось увеличение индекса до значения Ср = 2.
Снижение разброса при неслучайных управляемых входных воздействиях
Эта тема относится к сфере применения метода Тагути [5, 6].
Рассматривается ситуация, когда имеются управляемые (неслучайные) входные воздействия, и выходной параметр процесса обладает изменчивостью за счет помех (неоднородность материала, неточность оборудования и т. д.).
Для данной ситуации возможно решение задачи снижения разброса выходной характеристики процесса с помощью выбора определенных значений управляемых факторов.
Здесь рассматривать сам подход к снижению разброса не имеет смысла. Он достаточно подробно изложен в [5, 6].
Приведем несколько примеров решения сформулированной задачи и их анализ.
В [5] рассмотрены, в частности, два примера похожие по физическому содержанию и смыслу.
Первый пример относится к производству керамических плиток. В качестве фактора помех здесь выступает неравномерность температуры в печи обжига. Это приводило к большому разбросу геометрических размеров плитки.
Изменение рецептуры (повышение содержания извести с 1 до 5%) привело к уменьшению разброса геометрических размеров плитки в 10 раз.
Второй пример относится к производству карамели. Пластичность карамели очень чувствительна к температуре окружающей среды (фактор помехи). Здесь также была изменена рецептура, что снизило разброс пластичности карамели.
На рис. 4 приведена графическая иллюстрация, которая объясняет причину снижения разбросов выходных характеристик в этих примерах [6]. Таким образом, разброс выходных характеристик может быть снижен из-за наличия взаимодействия фактора помех (температура) с управляемыми факторами (рецептура).
Наконец, приведем пример из [5] (табл. 3), показывающий, что незначительное изменение режима процесса фотолитографии от стандартного, привело к уменьшению разброса размеров контактных окон σув два раза (соответственно уменьшение дисперсии σy 2 в четыре раза). Это мероприятие сэкономило фирме АТ&Т 1,2 млн долл.
Таким образом, можно сделать вывод, что задача снижения вариабельности процессов актуальна для широкого круга производственных процессов.
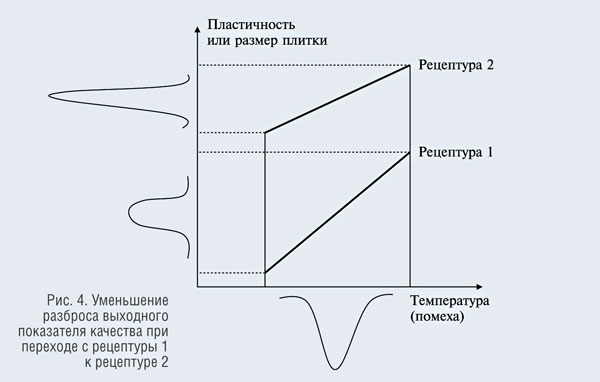
Таблица 3
Режим процесса фотолитографии до и после оптимизации
Обозначение | Фактор | Уровень | |
стандартный | оптимальный | ||
A | Размер на фотошаблоне, мкм | 2,0 | 2,5 |
B | Вязкость | 204 | 204 |
C | Частота вращения, об/мин | 3000 | 4000 |
D | Температура сушки, °С | 105 | 105 |
E | Время сушки, мин | 30 | 30 |
F | Апертура | 2 | 2 |
G | Экспозиция (установка РЕР) | нормальная | нормальная |
H | Время проявления, с | 45 | 60 |
I | Время плазменного травления, мин | 13,2 | 13,2 |
Примечание. Курсивом выделены режимы, претерпевшие изменения.
СПИСОК ИСПОЛ ЬЗОВА ННОЙ ЛИТЕРАТУРЫ
1. ISO/TS 16949:2009 (ГОСТ Р 51814.1–2009). Системы менеджмента качества. Особые требования по применению ИСО 9001:2008 для организаций-производителей серийных и запасных частей для автомобильной промышленности.
2. Хикс Ч. Основные принципы планирования эксперимента. – М.: Мир, 1967.
3. Шеффе Г. Дисперсионный анализ. – М.: Физматгиз, 1963.
4. Сыпчук П.П., Талалай А.М. Методы статистического анализа при управлении качеством изготовления элементов РЭА. –М.: Советское радио, 1979.
5. Управление качеством. Робастное проектирование. Метод Тагути: Пер. с англ. // Под ред. Талалая А.М. – М.: ООО «Сейфи», 2002.
6. Талалай А.М. Связь метода Тагути с известными статистическими методами // Методы менеджмента качества. – № 10. – 2003.
1 Данная работа выполнена на Луцком подшипниковом заводе силами сотрудников без участия автора статьи
2 МДП-транзистор — транзисторы с управлением посредством изолированного электрода (затвора), так называемые транзисторы МДП (металл – диэлектрик –полупроводник).
3 Данная работа выполнена на заводе «Нижнекамскшина» силами сотрудников без участия автора
Ошибочно предположение, что качество означает нечто неощутимое и поэтому неизмеримо. Качество можно точно измерить самой старой и самой уважаемой мерой ценности – твердой валютой
Филипп Кросби